
उत्पाद

एमवी वीसीबी, वीएस1 जेडएन28 जेडएन63 . के लिए वैक्यूम इंटरप्रेटर
उत्पाद का संक्षिप्त विवरण:
जब सिस्टम में खराबी आती है, तो ब्रेकर के संपर्क अलग हो जाते हैं और इसलिए उनके बीच चाप विकसित हो जाता है।जब करंट ले जाने वाले संपर्कों को अलग किया जाता है, तो उनके कनेक्टिंग भागों का तापमान बहुत अधिक होता है, जिसके कारण आयनीकरण होता है।आयनीकरण के कारण, संपर्क स्थान सकारात्मक आयनों के वाष्प से भर जाता है जिसे संपर्क सामग्री से छुट्टी दे दी जाती है।
वाष्प का घनत्व आर्किंग में धारा पर निर्भर करता है।करंट वेव के घटते मोड के कारण वाष्प के निकलने की उनकी दर कम हो जाती है और करंट जीरो के बाद, माध्यम अपनी ढांकता हुआ ताकत हासिल कर लेता है बशर्ते कि संपर्कों के आसपास वाष्प घनत्व कम हो जाए।इसलिए, चाप फिर से पुन: सक्रिय नहीं होता है क्योंकि धातु वाष्प जल्दी से संपर्क क्षेत्र से हटा दिया जाता है।
ध्यान दें
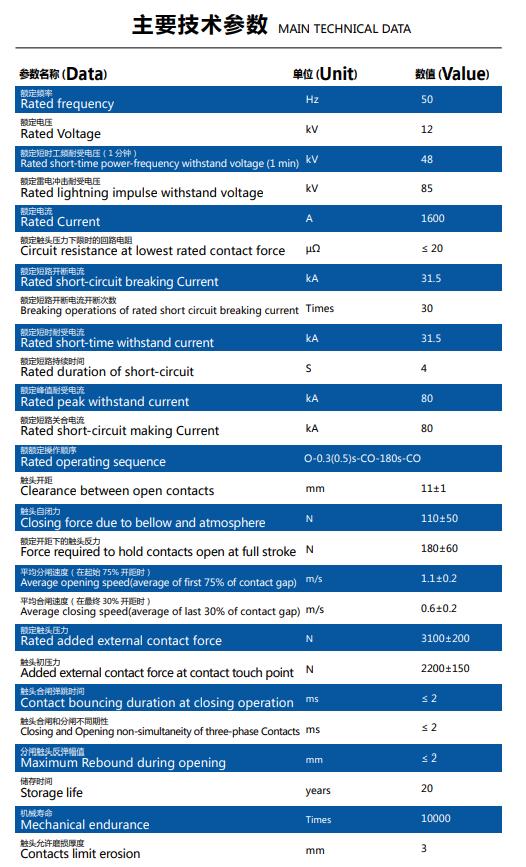
वैक्यूम सर्किट ब्रेकर की क्लोजिंग और ओपनिंग स्पीड को सख्ती से नियंत्रित करें।
एक निश्चित संरचना वाले वैक्यूम सर्किट ब्रेकर के लिए, निर्माता ने सर्वोत्तम समापन गति निर्दिष्ट की है।जब वैक्यूम सर्किट ब्रेकर की क्लोजिंग स्पीड बहुत कम होती है, तो प्री ब्रेकडाउन टाइम के विस्तार के कारण कॉन्टैक्ट का घिसाव बढ़ जाएगा;जब वैक्यूम सर्किट ब्रेकर काट दिया जाता है, तो आर्किंग समय कम होता है, और इसका अधिकतम आर्किंग समय 1.5 पावर फ्रीक्वेंसी हाफ वेव से अधिक नहीं होता है।यह आवश्यक है कि जब पहली बार करंट शून्य को पार करे, तो चाप बुझाने वाले कक्ष में पर्याप्त इन्सुलेशन शक्ति होनी चाहिए।आम तौर पर, यह उम्मीद की जाती है कि सर्किट ब्रेकिंग के दौरान पावर फ्रीक्वेंसी हाफ वेव में कॉन्टैक्ट का स्ट्रोक 50% - फुल स्ट्रोक का 80% तक पहुंच जाएगा।इसलिए, सर्किट ब्रेकर की शुरुआती गति को सख्ती से नियंत्रित किया जाना चाहिए।चूंकि वैक्यूम सर्किट ब्रेकर का चाप बुझाने वाला कक्ष आमतौर पर टांकने की प्रक्रिया को अपनाता है, इसकी यांत्रिक शक्ति अधिक नहीं होती है, और इसका कंपन प्रतिरोध खराब होता है।सर्किट ब्रेकर की बहुत अधिक समापन गति अधिक कंपन का कारण बनेगी, और धौंकनी पर भी अधिक प्रभाव डालेगी, जिससे धौंकनी की सेवा का जीवन कम हो जाएगा।इसलिए, वैक्यूम सर्किट ब्रेकर की समापन गति आमतौर पर 0.6 ~ 2m / s के रूप में निर्धारित की जाती है।
-

एमवी वीसीबी, वीएस1 जेडएन28 जेडएन63 . के लिए वैक्यूम इंटरप्रेटर
-

एमवी वीसीबी के लिए वैक्यूम इंटरप्रेटर (सिरेमिक शेल, रा...
-

एमवी वीसीबी के लिए वैक्यूम इंटरप्रेटर (सिरेमिक शेल, रा...
-

इन्फ्लेटेबल कैबिनेट के लिए वैक्यूम इंटरप्रेटर(133)
-

एमवी वीसीबी के लिए वैक्यूम इंटरप्रेटर (सिरेमिक शेल, रा...
-

एमवी वीसीबी के लिए वैक्यूम इंटरप्रेटर (सिरेमिक शेल, रा...





