
उत्पाद




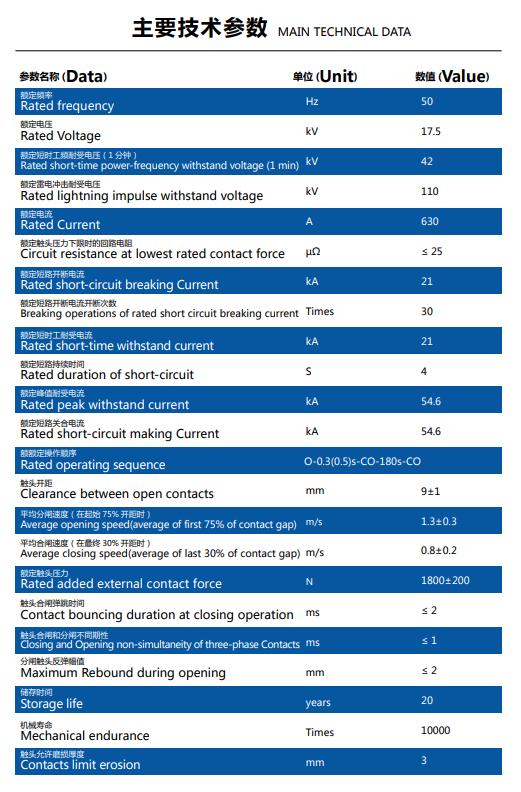
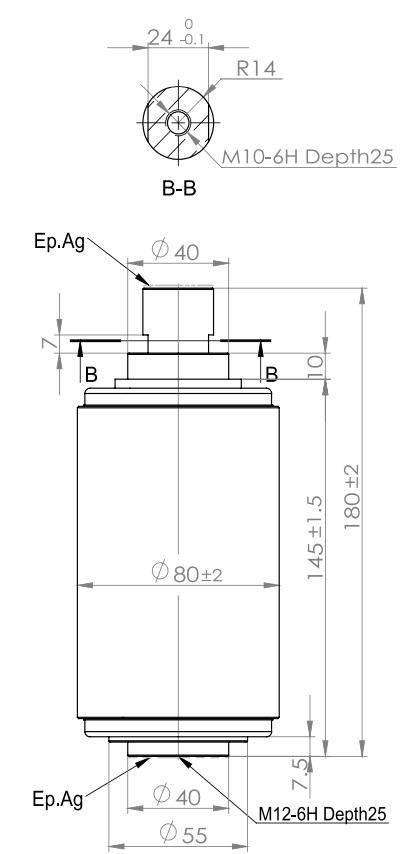
निर्यात के लिए वैक्यूम इंटरप्रेटर टीडी-17.5/630-21(188)
उत्पाद का संक्षिप्त विवरण:
वैक्यूम इंटरप्टर्स की उपसमुच्चय को शुरू में एक हाइड्रोजन-वायुमंडल भट्टी में एक साथ इकट्ठा और ब्रेज़ किया गया था।इंटरप्रेटर के इंटीरियर से जुड़ी एक ट्यूब का इस्तेमाल इंटरप्रेटर को बाहरी वैक्यूम पंप से निकालने के लिए किया गया था, जबकि इंटरप्रेटर को लगभग 400 डिग्री सेल्सियस (752 डिग्री फारेनहाइट) पर बनाए रखा गया था।1970 के दशक के बाद से, इंटरप्रेटर उप-घटकों को एक संयुक्त टांकना-और-निकासी प्रक्रिया द्वारा एक उच्च-वैक्यूम ब्रेज़िंग भट्टी में इकट्ठा किया गया है।दसियों (या सैकड़ों) बोतलों को एक बैच में संसाधित किया जाता है, एक उच्च-वैक्यूम भट्टी का उपयोग करके जो उन्हें 900 डिग्री सेल्सियस तक के तापमान और 10-6 एमबार के दबाव पर गर्म करती है।इस प्रकार, अवरोधक "जीवन भर के लिए सील" गुणवत्ता की आवश्यकता को पूरा करते हैं।पूरी तरह से स्वचालित उत्पादन प्रक्रिया के लिए धन्यवाद, उच्च गुणवत्ता को किसी भी समय लगातार पुन: पेश किया जा सकता है।
फिर, एक्स-रे प्रक्रिया के माध्यम से इंटरप्टर्स के मूल्यांकन का उपयोग पदों के साथ-साथ आंतरिक घटकों की पूर्णता, और टांकना बिंदुओं की गुणवत्ता को सत्यापित करने के लिए किया जाता है।यह वैक्यूम इंटरप्टर्स की उच्च गुणवत्ता सुनिश्चित करता है।
बनाने के दौरान, वैक्यूम इंटरप्रेटर की निश्चित आंतरिक ढांकता हुआ ताकत धीरे-धीरे बढ़ते वोल्टेज के साथ स्थापित होती है, और यह बाद के बिजली आवेग वोल्टेज परीक्षण द्वारा सत्यापित किया जाता है।दोनों ऑपरेशन मानकों में निर्दिष्ट की तुलना में उच्च मूल्यों के साथ किए जाते हैं, वैक्यूम इंटरप्टर्स की गुणवत्ता के प्रमाण के रूप में।यह लंबे समय तक धीरज और उच्च उपलब्धता के लिए पूर्वापेक्षा है।
कुछ परिस्थितियों में, वैक्यूम सर्किट ब्रेकर वैकल्पिक-वर्तमान सर्किट में प्राकृतिक शून्य (और वर्तमान के उलट) से पहले सर्किट में वर्तमान को शून्य पर मजबूर कर सकता है।यदि एसी-वोल्टेज तरंग के संबंध में इंटरप्रेटर ऑपरेशन टाइमिंग प्रतिकूल है (जब चाप बुझ जाता है लेकिन संपर्क अभी भी चल रहे हैं और आयनीकरण अभी तक इंटरप्रेटर में समाप्त नहीं हुआ है), तो वोल्टेज गैप के झेलने वाले वोल्टेज से अधिक हो सकता है।
आजकल, बहुत कम करंट चॉपिंग के साथ, वैक्यूम सर्किट ब्रेकर एक ओवरवॉल्टेज को प्रेरित नहीं करेंगे जो आसपास के उपकरणों से इन्सुलेशन को कम कर सकता है।
-

लोड ब्रेक स्विच (205 ए) के लिए वैक्यूम इंटरप्रेटर
-

एमवी वीसीबी के लिए वैक्यूम इंटरप्रेटर (सिरेमिक शेल, रा...
-

एमवी वीसीबी, वीएस1 जेडएन28 जेडएन63 . के लिए वैक्यूम इंटरप्रेटर
-

वीसीबी के लिए वैक्यूम सर्किट ब्रेकर
-

वैक्यूम इंटरप्रेटर के लिए सॉलिड-सील्ड पोल
-

inflatable कैबिनेट के लिए वैक्यूम इंटरप्रेटर (132A)





